










condensats basse pression
Temps de lecture :traitement
En l’absence de toute pollution, les condensats BP sont d’une qualité comparable à celle de l’eau distillée ou déminéralisée et disposent en outre d’un potentiel de calories récupérables.
Un aspect particulier des condensats BP est leur teneur totale en fer provenant en grande partie de l’arrachage des particules de métal par effet d’érosion ou de laminage (vitesse de la vapeur).
En fonction des préconisations du constructeur de la chaudière et du traiteur d’eau, un traitement des condensats BP peut être prévu.
Parmi les traitements éventuels :
- l’élimination du fer par filtration sur bougies magnétiques à aimants permanents ;
- l’adoucissement à 70-90 °C sur résines échangeuses d’ions.
Certains condensats, susceptibles d’avoir été pollués par le procédé, doivent subir un traitement spécifique par exemple :
- les condensats de réchauffage des stockages en raffinerie. Selon la nature des hydrocarbures, l’épuration s’effectue par strippage à la vapeur et/ou filtration sur anthracite ou charbon actif ;
- les condensats d’évaporation du lait ou « eau de vache », dont l’épuration s’effectue, après correction du pH, par une filtration biologique et adsorption sur charbon actif qui permettent l’élimination de la DCO dissoute ;
- les condensats ammoniacaux d’évaporation en sucrerie, dont la fraction recyclée en chaudière subit un strippage ou un dégazage thermique ;
- les condensats d’évaporation des eaux de trempage en amidonnerie ou des vinasses en distillerie.
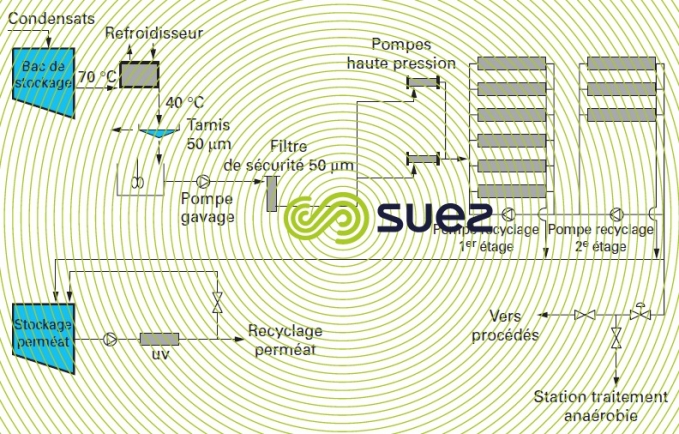
Ces condensats qui contiennent une teneur élevée en matières organiques (acide acétique, alcools…) peuvent être recyclés grâce à un traitement par osmose inverse comme représenté figure 9 et photo 5.


conditionnement
La corrosion des lignes de condensats et de retours, usuellement réalisées en acier noir, est essentiellement due à l’acidité du milieu aggravée par la présence de traces d’oxygène.
Le pH acide est lié au gaz carbonique libéré dans la vapeur par la décomposition des bicarbonates contenus dans l’eau et l’hydrolyse à chaud des carbonates.
On remédie à cet inconvénient par l’emploi d’amines volatiles neutralisantes, telles que : cyclohexylamine, morpholine, MEA, DEA (mono et diéthanolamine), DEAE (diéthylaminoéthanol), MOPA (méthoxylpropylamine), DEHA (diéthylhydroxylamine, également réducteur d’oxygène) ou filmantes comme l’octadécylamine.
Les amines filmantes isolent le métal de l’eau par la création d’une barrière monomoléculaire.
Dans la plupart des cas, il est conseillé d’utiliser un mélange d’amines et de réducteurs possédant des coefficients de vaporisation et de condensation différents, permettant de protéger efficacement contre la corrosion les circuits courts et longs de l’installation thermique avec formation du film protecteur Fe3O4.
Sont également utilisés, dans des cas très précis, l’ammoniaque, le phosphate d’ammonium qui libère l’ammoniaque en chaudière, les polyphosphates et pyrophosphates injectés directement dans la vapeur (utilisation de vapeur « blanche »).
Les produits de conditionnement sont récupérés puis recyclés en chaufferie par les retours de condensats ; ils permettent également la protection contre la corrosion des bâches et des lignes d’alimentation.
Introduits par pompe doseuse au droit de l’aspiration des pompes alimentaires, la majorité des inhibiteurs de corrosion précédemment cités assurent :
- la neutralisation du CO2 libre ;
- le maintien d’un pH de 8,5 à 9,2.
Cette plage de pH peut être réduite s’il y a présence d’alliage cuivreux.
Outil Marque-page
Cliquez sur l'outil marque-page, puis surlignez le dernier paragraphe lu pour pouvoir poursuivre ultérieurement votre lecture.
