










les effluents des ateliers d'affinage des minerais
Temps de lecture :Nous ne considérerons ici que les ateliers situés sur le site minier et où le traitement des eaux d’exhaures s’effectue à part.
Là, les problèmes sont plus complexes et nécessitent une étude cas par cas ; en effet, tout dépend des minerais traités et de l’affinage plus ou moins poussé effectué sur le site.
La plupart du temps, il s’agit de traiter une acidité importante et des métaux lourds par précipitation et décantation, permettant d’obtenir un effluent traité de qualité pour le rejet en milieu naturel ou pour un éventuel recyclage vers le process. C’est le cas notamment des mines de cuivre, de nickel, d’uranium.
Il faut, dans tous les cas, étudier le pH optimal et les conditions de précipitation, surtout lorsque nous avons affaire à des pollutions particulières (arsenic, antimoine, sélénium…) ou à des normes strictes en rejets métalliques, ou en radioactivité. Dans plusieurs cas rencontrés aux États-Unis, des normes particulièrement strictes ont pu être atteintes : 1 à 20 mg · L–1 de Cu, Zn, Pb par exemple (voire 1 à 20 ng · L–1 pour les métaux toxiques comme Hg ou Ag), ceci afin de pouvoir rejeter l’eau vers des rivières ou lacs à usage récréatif.
Il existe parfois des problèmes liés à la DCO des effluents provenant de divers réactifs employés dans les process qui peuvent jouer le rôle d’inhibiteur de précipitation et/ou floculation.
Dans beaucoup de cas, l’acidité est sulfurique et entraîne aussi la nécessité de précipiter le gypse.
Les ajouts massifs de chaux alors nécessaires donnent des pH supérieurs à 10 qui permettent l’élimination concomitante de métaux lourds tels que Mn, U et Ra.
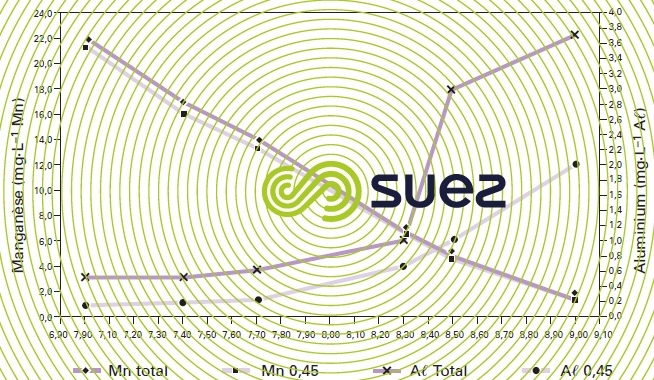
Parmi les scénarii difficiles, on trouve la présence simultanée de quantités importantes de manganèse qui, pour bien s’oxyder et précipiter, demande des pH élevés et de métaux amphotères comme l’aluminium qui, lui, s’insolubilise pour des pH voisins de la neutralité et se redissout au pH optimal d’élimination du manganèse. Ceci est illustré sur le graphique de la figure 69 qui montre que, même en présence de fer, le manganèse a besoin de pH > 9 pour sa bonne élimination, alors que l’aluminium doit être éliminé à pH < 7,5. Un système utilisant deux étages de clarification est alors indispensable comme sur la station réalisée à Pinal Creek où deux Densadeg à pH 6,5 puis un à pH 9,2, suivis de filtres Greenleaf, donne toute satisfaction – (photo 42) (photo IDI au lieu de ODI).


En fait, chaque mine et chaque atelier d’affinage sont des cas particuliers qu’il faut gérer individuellement en fonction des process et des contraintes.
Deux exemples de recyclage des effluents sur des ateliers d’affinage du cuivre :
recyclage simple
La station de traitement est composée d’une neutralisation des effluents acides avec précipitation du gypse et décantation de celui-ci. La surverse de ce poste rejoint une deuxième neutralisation sur les effluents généraux des process, avec une précipitation des métaux et l’ajout d’un insolubilisant spécifique avant décantation.
Les effluents traités sont recyclés partiellement vers le process.
recyclage avec une qualité deau supérieure
Les effluents du process sont dirigés vers une lagune de stockage de grande capacité avec une préneutralisation à la chaux effectuée par la mine et qui permet de décanter une partie du gypse formé.
Ils sont ensuite repris vers la station de traitement, dans une neutralisation à la chaux qui permet de terminer la précipitation du gypse et des métaux (temps de contact de 2 heures), puis ils sont décantés, la surverse est filtrée sur une double filtration sur sable puis dirigée vers un poste d’osmose inverse.
Il faut, dans un cas comme celui-ci, réaliser des tests pilote préalables afin de vérifier le bon fonctionnement de la ligne (en termes d’interférences dues à la présence d’inhibiteurs de précipitation dans la neutralisation et en termes de dosage d’un antitartre sur l’osmose permettant d’éviter les précipitations de gypse lors de sa concentration sur les membranes).
La qualité de l’eau traitée est alors excellente, quasi déminéralisée. Elle peut être renvoyée vers tous les postes de process de l’usine.

Outil Marque-page
Cliquez sur l'outil marque-page, puis surlignez le dernier paragraphe lu pour pouvoir poursuivre ultérieurement votre lecture.
