










la sécurité des ateliers de séchage
Temps de lecture :Les ateliers de séchage des boues doivent être soumis à une mise en sécurité appropriée car ils cumulent plusieurs risques, plus particulièrement lorsque certains dysfonctionnements apparaissent. Sans être exhaustif, les risques associés aux installations de séchage sont les :
- risques liés aux caractéristiques d’auto-échauffement des produits séchés ;
- risques liés à la production de gaz de pyrolyse (CO, CH4, …), soit en relation avec les phénomènes d’auto-échauffement, soit avec certains dysfonctionnements à caractère thermique produisant de la pyrolyse directe ;
- risques liés aux explosions ; celles-ci peuvent être de natures différentes et avoir un effet cumulatif :
- explosion due à la concentration de l’atmosphère en poussières et en O2 ;
- auto-déflagration due aux concentrations de CO et O2 ;
- risques liés aux phénomènes d’étincelage (électricité statique) ;
- risques de brûlures des opérateurs avec les équipements thermiques ;
- risques de chute des opérateurs car les équipements thermiques sont souvent verticaux
- risques bactériologiques des opérateurs lors d’éventuelles manipulations avec les boues déshydratées et/ou les boues séchées
Pour ces raisons, tout atelier de séchage de boues doit faire l’objet d’une analyse de danger et de risques (ATEX et HAZOP) associée à l’étude de classement suivant la réglementation. Ces études font intervenir des spécialistes.
Les paramètres de sécurité doivent être intégrés d’origine dans les projets et l’ingénierie des ateliers de séchage ; ils doivent également être intégrés dans l’analyse fonctionnelle et interférer avec la régulation et les automatismes. Le personnel d’exploitation doit être formé à ces risques et à ces mesures. Cet article n’est pas destiné à en faire un exposé approfondi, il nous paraît cependant nécessaire de souligner les points les plus importants.
l’auto-échauffement des boues séchées
les réactions mises en œuvre
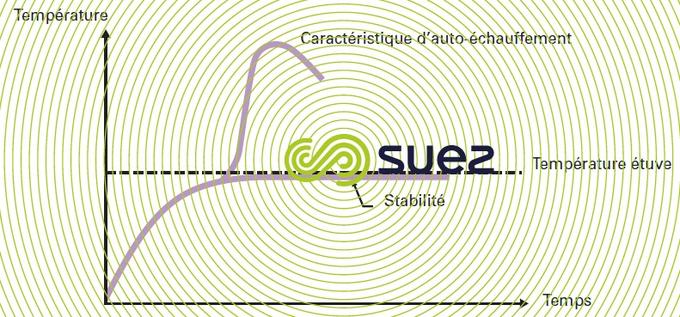
L’auto-échauffement est le résultat de réactions exothermiques d’oxydation de la boue séchée dont l’énergie est insuffisamment dissipée vu la conductibilité insuffisante des boues séchées dans le volume de stockage concerné. Cela se traduit par le fait qu’un tas de boue séchée que l’on pourrait croire stable est amené à évoluer en température. Au-delà d’un certain seuil, une pyrolyse démarrera.
La présence de fer dans le milieu joue un rôle prépondérant dans l’amorçage de l’auto-échauffement. La forme sous laquelle le fer est présent dans le produit fini joue un rôle clef dans la stabilité des boues séchées : c'est "l'allumette" qui peut déclencher une cascade de réactions chimiques et thermiques.
Des études menées notamment sur la station de Bern en Suisse, dans le cadre de la thèse de Martine Poffet « Thermal runaway of the dried sewage sludge in the storage tanks : from molecular origins to technical measures of smouldering fire prevention » en 2008, indiquent que la réaction initiale de l'auto échauffement est une oxydation du Fer II en Fer III.
Déroulement avancé du phénomène (d’après la thèse de Martine Poffet) :
- Jusqu'à la température de 75 °C : oxydation du Fe2+ amorphe – début de l’oxydation catalytique
- A partir de 80 °C : oxydation du Fe2+ cristallisé comme par exemple la vivianite (Fe3(PO4)2, 8H2O)
- Au-dessus 120 °C : auto-oxydation catalytique de la matière organique, puis combustion de la matière organique (emballement thermique)
- Feu couvant
Le fer dosé dans les boues primaires avant digestion (sous forme de chlorure ferrique le plus souvent) permet de complexer les sulfures produits par fermentation anaérobie en sulfure de fer FexSy.
Les réactions qui ont lieu avec FexSy sont très exothermiques et agissent en tant que facteurs aggravants sur l’auto-échauffement des boues séchées.
Des réactions biologiques d'oxydation de type aérobie peuvent également être à l'origine de montées en température dans des stockages de produits organiques. Elles mettent en œuvre des populations bactériennes ou mycéliennes qui ont besoin d'eau pour dégrader la matière organique. Par exemple, dans le cas de la digestion aérobie thermophile ce sont bien les populations bactériennes qui, en dégradant la matière organique, induisent des niveaux de température entre 50 et 60 °C. Si ces réactions biologiques ne permettront pas d'atteindre des températures supérieures à 70 °C, ce sont d'autres réactions d'ordre chimique qui prendront le relais pour générer des températures d'auto-échauffement de la matière organique.
Le niveau d’auto-échauffement varie selon les caractéristiques de la boue.
Ainsi certaines boues sont plus à risque que d’autres. C’est le cas par exemple des boues primaires, digérées ou non, et des boues mixtes digérées. Les facteurs aggravants sont :
- La teneur en fer et en soufre
- La température des boues séchées en entrée de stockeur
- Le volume des stockeurs
La présence d’effluents industriels dans les réseaux peut également avoir une influence sur la réactivité d’une boue à s’auto-échauffer.
Ce n’est donc pas la technologie du sécheur en lui-même, mais bien les caractéristiques de la boue à sécher qui sont responsables de son caractère auto-échauffant.
les conséquences sur le stockage des boues séchées
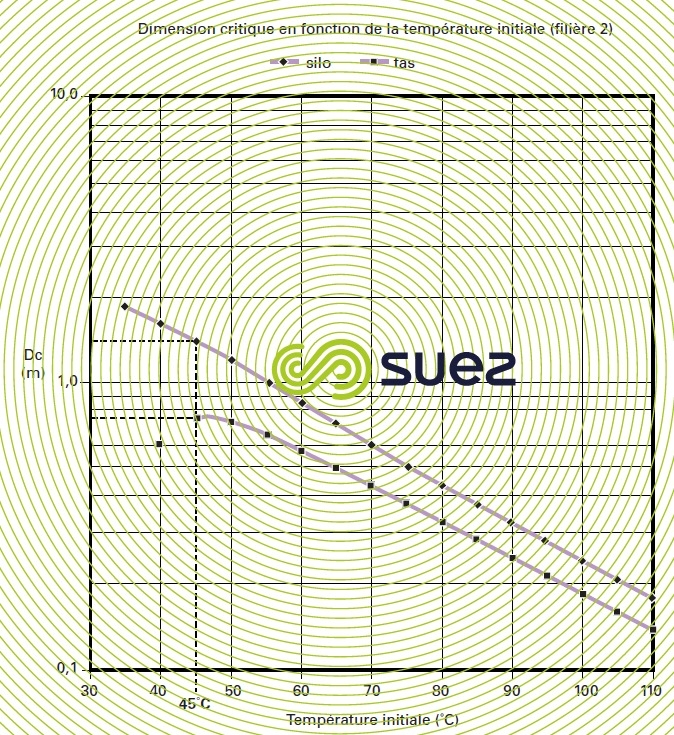
Les températures d’auto-échauffement sont déterminées expérimentalement en étuve thermostatique et sur des volumes (cubes) calibrés de boues séchées. La température critique d’auto-échauffement (figure 23) est ainsi déterminée en fonction du volume.

Les relevés expérimentaux pour différents types et granulométrie de boues permettent d’établir des courbes caractéristiques qui seront à la base de la conception des stockages de produits séchés (figure 24). Il est fortement déconseillé de concevoir une installation de séchage thermique sans se référer à la courbe caractéristique de la boue à traiter.
Toute conception de stockage tampon de courte ou de longue durée doit impérativement respecter les règles établies à partir de la courbe caractéristique d’auto-échauffement de la boue. En outre, tous les silos de stockage doivent être munis d’évents d’explosion, de guirlandes équipées de capteurs de température pour avoir une cartographie la plus complète de l’intérieur des silos, d’un système d’inertage (N2 ou CO2) activé en fonction de la teneur en CO du ciel gazeux de ces silos ou des mesures de température issues des guirlandes. Les détecteurs de CO positionnés au niveau du ciel gazeux des silos sont des indicateurs de présence de pyrolyse.
Il est également possible de mettre en place le transilage. Celui-ci permet de transférer des boues séchées d’un silo à un autre et ainsi gagner en temps de stockage car les boues séchées sont transilées dès qu’une température seuil est atteinte. Le transilage permet d’abaisser la température des boues dans les stockeurs via leur passage et leur amenée dans des contenants plus froids, ainsi que via l’apport d’air dû au transport pneumatique du transilage.
les conséquences sur le transport des boues séchées
Les Nations Unies ont publié un guide relatif au Transport des Marchandises Dangereuses (TMD). L’intérêt de cette réglementation est de mettre en œuvre les mêmes essais (tests ONU) pour la classification du transport des matières dangereuses et pour l’étiquetage des produits.
Les boues séchées sont ainsi affectées à la Classe 4, Division 4.2 (matières spontanément inflammables), avec le test N4 relatif aux solides auto-échauffants. Les substances ou mélanges sont classés comme auto-échauffants en fonction du résultat des essais effectués conformément à la méthode N.4 (dit test ONU N4) décrite dans les recommandations relatives au transport des marchandises dangereuses, manuel d'épreuves et de critères des Nations Unies, troisième partie, sous-section 33.3.1.6.
Ce test ONU N4 renseigne sur l'aptitude la boue à s'auto échauffer par oxydation à l'air à des températures de 100 °C, 120 °C et 140 °C, dans une cage cubique de toile d'acier de 25 mm ou 100 mm de côté, placée dans un four.
Le test est dit positif lorsque la température de l'échantillon de boue dépasse de plus de 60°C la température du four.
Le test permet donc d’avoir des informations quant au risque d’auto-échauffement de la boue lors de son stockage et ce test permet également de classer la boue étudiée en vue de son transport.
Une boue classée 4.2 doit également être affectée d'un Groupe d'Emballage :
- Groupe d'Emballage II : boues auto échauffantes
- Groupe d'Emballage III : boues peu auto échauffantes
Les tests subis par les emballages sont des épreuves mécaniques (chute, gerbage,…), d'étanchéité, de pression réalisés par des laboratoires agréés.
Une boue classée 4.2 doit donc être transportée dans des emballages adaptés. Le véhicule de transport doit être conforme à la règlementation ADR (Accord européen relatif au transport international des marchandises Dangereuses par Route) : étiquetage spécifique, type de véhicule, formation du chauffeur, etc. Cela impose donc des dispositions pouvant être très coûteuses au responsable de l'évacuation des boues séchées de la station.
les caractéristiques principales des poussières
de boues séchées
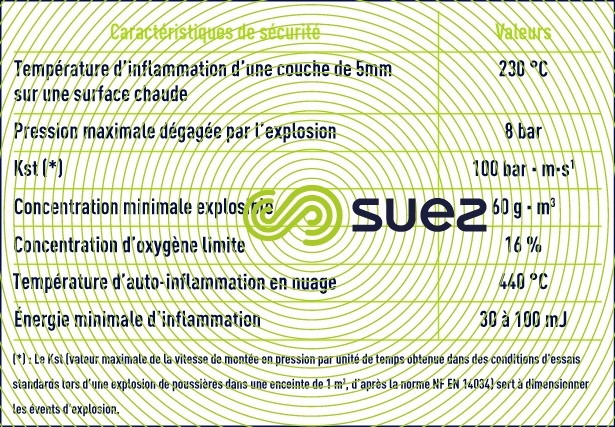
Le tableau 7 reprend les caractéristiques des poussières à prendre en compte pour la sécurisation d’un atelier de séchage et en donne des valeurs types. Ces caractéristiques doivent être connues au moment de la conception d’une telle installation (mesures, si les boues existent, ou par analogie).
les conséquences au niveau de l’ingénierie
Outre les nombreuses règles à prendre en compte dans la conception des stockeurs de boue séchée, d’autres équipements d’un atelier de séchage sont également soumis à une sécurité importante :
- Le circuit des buées des sécheurs indirects ainsi que les circuits caloporteurs des sécheurs directs doivent être dotés d’une mesure d’O2 ; il est recommandé de la compléter par une mesure de CO ;
- En fonction de la nature et de la conception des engins de manutention et des risques d’étincelage associés, il faut installer de manière appropriée les suppresseurs d’explosion nécessaires (par exemple sécurisation des élévateurs à godets) ;
- En fonction de la nature des équipements et des risques d’explosion, il faut installer de manière appropriée les volets d’isolements adéquats afin qu’une explosion de premier niveau ne puisse engendrer une seconde explosion de puissance plus importante (par exemple isolement des filtres à manches).
Tous ces dispositifs ont évidemment un coût (en investissement et exploitation) ; ils sont cependant indispensables et incontournables à la conception d’un atelier de séchage.
Outil Marque-page
Cliquez sur l'outil marque-page, puis surlignez le dernier paragraphe lu pour pouvoir poursuivre ultérieurement votre lecture.
